摘要:对湖南某地石英砂的高纯化进行了浮选试验以及浮选-酸浸试验研究。结果表明,采用浮选-酸浸技术方案可将石英砂中主要杂质含量由205.475×10-6降低至62.900×10-6,石英砂纯度由99.9795%提高到99.9936%。
高纯度石英砂SiO2含量在99.95%以上,广泛应用于航天航空、生物工程、高频率技术、电子技术、光纤通信和军工等高新技术领域,是生产单晶硅、多晶硅、石英玻璃、光纤、太阳能电池、集成电路基板等高性能材料的主要原料。20世纪80年代以来,我国生产高纯石英砂所用原料主要是SiO2含量在99%左右的脉石英、石英岩和石英砂岩等,并普遍采用酸浸等方法,但石英提纯整体技术水平与美国尤尼明公司等还有差距。因此,从石英砂资源中分离提取高纯度石英砂仍为目前试验研究的热点。
针对湖南某地煅烧石英砂矿样,采用浮选-酸浸等工艺进行高纯化试验研究,得到SiO2含量在99.99%以上的高纯石英砂。
1、矿样性质
湖南某地煅烧石英砂矿样,粒度为-0.18-0.106mm,矿样中杂质元素含量(10-6)如下表:
石英砂原料中不同元素的含量
| 元素 | Al | K | Na | Ca | Mg | Fe | Ti | Li | Cu | Mn | Ni | Cr | Zr | B |
| 含量 | 168.125 | 3.675 | 13.675 | 2.675 | 0.500 | 3.075 | 8.225 | 5.525 | 0.125 | 0.125 | 0.100 | 0.350 | 0.025 | 1.575 |
| 注:石英砂原料中主要杂质元素为Al、Na、K、Fe、Ti和Li杂质元素总含量达到207.775×10-6。 | ||||||||||||||
由上表初步判断,矿样中脉石矿物为钠长石,少量钾长石和锂辉石(云母),并伴生少量铁、钛矿物和硼矿物。将长石、锂辉石类矿物以及含铁含钛矿物脱除,可能将石英砂杂质元素含量降至100×10-6以下。
2、结果与讨论
2.1 浮选除杂
石英与长石同属架状硅酸盐矿物,主要区别在于长石结构中存在[AlO4],利用长石裸露的Al3+活性,采用传统“有氟”工艺和新型“无氟”工艺可实现石英与长石浮选分离。其中,常见的“无氟”工艺有3种:酸性反浮选长石法、中性反浮选长石法和碱性浮石英法。
试验所用石英砂纯度在99.97%以上,任何二次污染都会对石英砂纯度造成影响。因此,浮选试验在XFG型挂槽浮选机上进行,浮选机轴为不锈钢材质,叶轮和浮选槽为有机玻璃材质,浮选槽容积为100mL,每次用样为35g,试验用水为一次蒸馏水。
考察了4种不同方案的除杂效果:
方案1:采用硫酸调浆至pH值小于2,十八胺和石油磺酸钠各200g/t,一次粗选;
方案2:采用氢氟酸调浆至pH值小于2,十八胺和石油磺酸钠各200g/t,一次粗选;
方案3:采用NaOH调浆至pH值大于10,两性捕收剂由油酸与甲苯酰胺按质量比9:1复配,用量100g/t,一次粗选;
方案4:中性条件下,直接用十八胺浮选,用量为200g/t,一次粗选。
浮选后的精矿样品经检测分析,主要杂质元素含量见表1。
表1 浮选前后矿样中主要杂质元素含量/10-6
| 杂质元素 | Al | K | Na | Ca | Mg | Fe | Ti | Li | 合计 | 精矿产率/% |
| 原矿料 | 168.125 | 3.675 | 13.675 | 2.675 | 0.500 | 3.075 | 8.225 | 5.525 | 205.475 | -- |
| 方案1 | 134.000 | 2.550 | 13.450 | 5.125 | 0.950 | 5.150 | 8.325 | 5.225 | 174.775 | 99.03 |
| 方案2 | 71.925 | 3.125 | 9.875 | 14.650 | 1.500 | 5.075 | 7.650 | 5.125 | 118.925 | 99.37 |
| 方案3 | 133.450 | 3.050 | 11.550 | 15.475 | 1.825 | 4.025 | 7.775 | 5.525 | 182.675 | 93.31 |
| 方案4 | 153.150 | 3.325 | 12.050 | 9.725 | 0.650 | 5.775 | 8.425 | 5.350 | 198.450 | 94.94 |
表1数据可知,通过浮选法可达到降低石英砂矿样中杂质元素含量的目的;酸性介质中的浮选除杂效果优于中性和碱性2种介质;HF体系下的浮选脱杂效果优于硫酸体系; Al含量降低幅度很大,同时K、Na含量也相应降低,说明HF体系下脱除的杂质矿物以长石类脉石矿物为主;4种方案下Li、Ti含量几乎没有变化,表明对含钛含锂矿物的脱除效果不理想;Ca、Mg、Fe含量均有所上升,可能是试验用蒸馏水及试验设备污染所致。
为将杂质元素含量降低至100×10-6以下,对方案2进行多次精选试验,确定试验所用流程及药剂制度见图1,结果见表2。
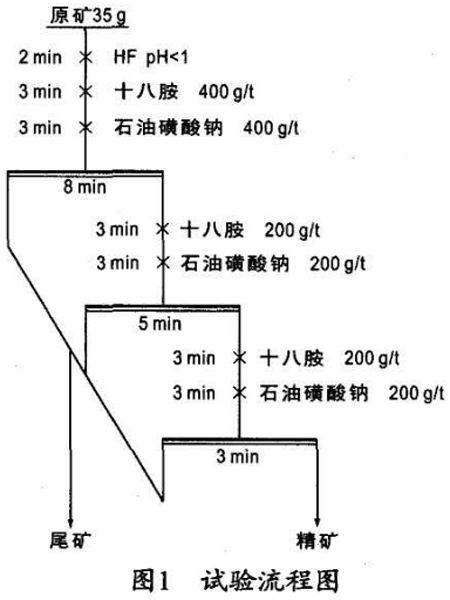
表2 精选后矿样中主要杂质元素含量/10-6
| 杂质元素 | Al | K | Na | Ca | Mg | Fe | Ti | Li | 合计 | 精矿产率/% |
| 浮选精矿 | 52.800 | 2.175 | 8.875 | 2.975 | 0.325 | 3.575 | 8.500 | 5.000 | 84.225 | 99.48 |
由表2数据可看出,经过1粗2精的浮选流程,石英砂中主要杂质元素含量由205.475×10-6降低到84.225×10-6,Al、K、Na等杂质元素含量降低幅度较大,SiO2纯度达到99.9915%。
2.2 酸浸除杂
经过浮选除杂后,Fe、Ti、Li等杂质元素含量几乎没有变化,说明浮选法难以脱除含Fe、Ti、Li等杂质矿物。实验表明,酸浸对伴生在石英中的碳酸盐类矿物、铁矿物和含铁矿物以及颗粒表面的薄膜铁去除效果较好,其中HF对云母长石等矿物具有较明显的溶蚀作用。对浮选精矿进行了酸浸除杂(盐酸与氢氟酸质量比2:1)试验,所得精矿用去离子水反复清洗后进行分析,结果见表3。
表3 浮选精矿酸洗后矿样中主要杂质元素含量/10-6
| 杂质元素 | Al | K | Na | Ca | Mg | Fe | Ti | Li | 合计 |
| 浮选精矿 | 37.650 | 1.925 | 8.925 | 0.550 | 0.075 | 0.700 | 8.300 | 4.775 | 62.900 |
从表3数据可看出,浮选精矿经酸浸后,主要杂质元素含量从84.225×10-6降低到62.900×10-6,石英砂纯度达到99.9936%,酸浸除杂效果显著。其中,杂质元素Al、Ca、Fe含量降低幅度很大,Ti、Li含量几乎没有变化,可能是此粒级石英砂中Ti、Li杂质未暴露,难以与酸作用。
3、结论
石英砂主要杂质元素为Al、K、Na、Fe、Ti,主要杂质矿物为长石、含铁以及含钛矿物。采用浮选-酸浸方案,石英砂中主要杂质元素含量由205.475×10-6降低到62.900×10-6,石英砂纯度达到99.9936%。

